Отсадочная машина шок со шнековым нагнетателем для формования конфет куполообразной формы
Нагнетатель такого типа может применяться для выпрессовывания конфетного пласта на размазном конвейере взамен кареток. В этом случае матрица должна иметь не ряд каналов, а одну щель, ширина которой должна быть равна толщине пласта.
Отсадочная машина ШОК со шнековым нагнетателем. Предназначена для формования конфет куполообразной формы («Трюфели», «Красная Москва» и др.) отсадкой. Конфетные массы, предназначенные для производства таких конфет, обладают большой текучестью.
Машина (рис. 4.16) состоит из приемной воронки, камеры нагнетания с четырьмя шнеками, предматричной камеры с отсекателем и насадками, привода рабочих органов и станины 15.
Формуемая масса поступает в воронку 11 машины и в камере нагнетания б распределяется по четырем шнекам 10. Для термостатирования конфетной массы камера нагнетания снабжена водяной рубашкой. Шнеки получают вращение от главного распределительного вала 1, цепной передачи с ведущей звездочкой 2, горизонтального вала 8, конической передачи 9 и зубчатых передач 7.
Шнеки непрерывно нагнетают конфетную массу в предматричную камеру 12, на дне которой расположена матрица с двенадцатью отверстиями, снабженными насадками 13. Отверстия перекрываются подвижной планкой 5 с таким же количеством отверстий. Планка получает возвратно-поступательное движение от главного вала 1, через кривошипно-шатунный механизм 3 и кулачок 4. Во время движения планки ее отверстия совпадают с отверстиями в матрице и формуемая конфетная масса из предматричной камеры поступает на конвейерную ленту 14, которая в этот момент останавливается. Периодическое движение лента 14 получает от храпового механизма.
В начале процесса отсадки конфет остановившаяся лента перемещается в вертикальном направлении подъемным столиком, который приводится в движение от рычажного механизма 16. Затем столик резко опускается и прилипшие к ленте изделия отрываются от формующих насадок матрицы. После этого конвейер направляет ряд конфет в следующую позицию.
Рассмотренная машина не обеспечивает стабильной массы каждого изделия в ряду и в соседних рядах.
Это объясняется неравномерностью истечения массы из разных отверстий матрицы вследствие неравномерного распределения давления в общей предматричной камере, сочетания непрерывной работы нагнетательных шнеков с периодической работой отсекателя, что вызывает повышение давления в массе в тот момент, когда формующие отверстия матрицы перекрыты.
Для устранения перечисленных недостатков в предматричную камеру машины монтируют устройство, которое состоит из двенадцати цилиндров (по числу отверстий), снабженных поршнями. Формуемая масса заполняет цилиндр, объем которого соответствует предусмотренной рецептуре массе изделия, а в момент совпадения отверстий отсекающей планки и матрицы поршни выталкивают отмеренную порцию через насадки на ленту транспортера. Привод цилиндров и поршней осуществляется от главного вала машины кулачково-рычажным механизмом. Машина производит 18 отсадок в 1 мин, т.е. ее производительность равна 216 шт./мин. Установленная мощность электродвигателя 1,1 кВт, габаритные размеры машины 1500x700x340 мм.
Отсадочная машина с шестеренно-роторным нагнетателем. Предназначена для отсадки конфет «Сливочная помадка».
Машина (рис. 4.17,а) состоит из станины 1 сварной конструкции, нагнетательной головки 3 с приемной воронкой 5; подъемно-опускного столика 2 (закрыт ограждением), магазина 4 для поддонов, цепного конвейера 6 периодического действия и привода.
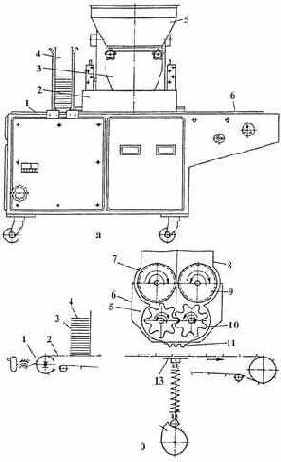
Рис. 4.17. Отсадочная машина с шестеренно-роторным нагнетателем:
а — общий вид; б — принципиальная схема
Магазин (рис. 4.17,6) состоит из четырех, установленных на станине, стоек 3, в пространство между которыми закладывается стопка поддонов 4. Нагнетательная головка состоит из загрузочной воронки 8, корпуса 6, полость 5 которого заполняется темперирующей водой; пары рифленых незацепляющихся валков 7 и 9, выполняющих роль питателя; пары зацепляющихся зубчатых роторов 10 -дозирующего и нагнетающего органа, сменной матрицы 11. Цапфы валков соединены с цапфами роторов зубчатыми передачами. Валки и роторы приводятся в реверсивное (прямой и обратный ход) вращательное движение от кривошипно-коромыслового и храпового механизмов.
Резательная машина с дисковыми ножами. Предназначена для резки конфетных пластов. Машина (рис. 4.18,а) состоит из стола со станиной, привода и режущих механизмов в виде набора дисковых ножей, расположенных друг от друга на определенном расстоянии: один набор ножей по ширине конфеты — для продольной резки, другой по ее длине — для поперечной резки. В машинах одного типа наборы ножей устанавливаются параллельно друг другу (рис. 4.18,б), в машинах другого типа — перпендикулярно (рис 4.18,в).
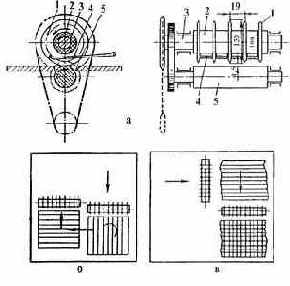
Рис. 4.18. Машина с дисковыми ножами для резки конфетных пластов:
а — схема, б, в — параллельное и перпендикулярное расположение ножей в машине
Пласт конфетной массы, уложенный на фанерный или металлический лист, продвигается вручную под ножи, сначала для продольной, а затем для поперечной резки. Поперечная резка осуществляется или перемещением нарезанных полос под дисковые ножи, расположенные под углом 180°, с поворотом пласта, или перемещением под ножи, установленные под углом 90° к первым (см. рис 4.18,в).
Ножи разрезают пласт не до конца, оставляя неразрезанными примерно 0,5 мм толщины слоя. Ножи 1 (см. рис. 4.18,а), изготовляемые из листовой инструментальной стали толщиной до 1 мм, монтируют на стальной скалке 3 между текстолитовыми или стальными втулками 2. Размеры отрезаемых полос, соответствующих ширине или длине конфеты можно изменять сменой втулок. Валик 5 способствует равномерному продвижению листа с пластом.
Если масса будет прилипать к ножам, последние могут захватить нарезанные полосы и оторвать их со стола. Гребенка 4, расположенная над поверхностью пласта, препятствует подъему нарезанных полос, отрывая их от ножей.
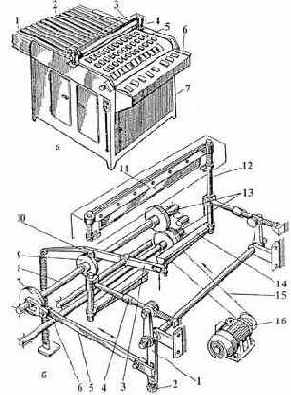
Рис. 4.19. Машина с гильотинным ножом для резки конфетных жгутов:
а — общий вид, б — кинематическая схема
Движение режущих механизмов осуществляется от электродвигателя через редуктор и цепную передачу.
Резательная машина с гильотинным ножом. Предназначена для резки конфетных жгутов.
Машина (рис. 4 19,а) состоит из станины 7, ножа 4 гильотинного типа, механизмов поперечного и продольного перемещения ножа и привода.
Конфетные жгуты 2 перемещаются конвейером 1 из охлаждающей камеры под нож 4, закрытый сверху ограждением 3. Нож одновременно перерезает все жгуты, отделяя от них корпуса конфет 5, которые собираются в лотке 6. Отсюда конфеты поступают на конвейер для глазирования или на завертывание.
Гильотинный нож совершает сложное движение, обусловленное непрерывным движением жгутов. При этом необходимо, чтобы нож не только перерезал жгуты (поперечное перемещение), но и в момент разрезания имел горизонтальную скорость, равную скорости движущихся жгутов. Поэтому нож приводится в движение от двух механизмов: поперечного и продольного перемещения.
Кулачковый вал 8 приводится во вращение от электродвигателя 16 (рис. 4.19,б) через цепную передачу 15 и зубчатую пару 13. Кулачок 9, воздействуя на ролик 10, поворачивает рычаг 3, который через траверсу 14 и два штока 12 перемещает нож в вертикальном направлении. Кулачок 7, воздействуя на ролик 6, установленный на штуцере 5, поворачивает рычаг-коромысло 1, которое через два рычага 4 перемещает нож 11 в горизонтальном направлении. Коромысло 1 снабжено кулисным механизмом для регулирования продольного размера отрезаемых конфет. Для этого проворачивают маховик 2. При этом изменяется размах качания коромысла 1, а следовательно, и величина горизонтального перемещения ножа и продольный размер конфеты.
Производительность машины с гильотинным ножом определяется производительностью формующей машины линии, а длина ножа зависит от ширины лены конвейера, подающего жгуты
Резательная машина непрерывного действия комбинированного типа. Предназначена для поточной линии производства многослойных конфет.
Машина (рис. 4.20) состоит из ленточного конвейера 2, механизмов продольной резки 3 с дисковыми ножами, поперечной резки 4 с ножом гильотинного типа и приводных механизмов, смонтированных на станине 1.
Лента конвейера получает движение от ведущего барабана 9 и движется с постоянной скоростью.
Дисковые ножи продольной резки установлены в шахматном порядке, вращаются на двух параллельных скалках.
Нож поперечной резки крепится на траверсе 5, которая закреплена на двух штоках 6, совершающих возвратно-поступательное движение по вертикали от двух качающихся рычагов 10. Качание рычагов осуществляется кулачком 15. Нож совершает около 50 ходов в минуту. Штоки движутся в направляющих, закрепленных в общей каретке, которая может передвигаться по горизонтальным направляющим 7.
Возвратно-поступательное движение каретки вдоль машины осуществляется качающимся коромыслом 8, которое получает движение от кулачка 12 через тягу 13. Кулачки спрофилированы таким образом, что во время опускания ножа вниз (резание) каретка с ножом движется вперед со скоростью конвейера. После того как нож, поднимаясь вверх, выйдет из толщи конфетного пласта, каретка получает движение назад и нож при новом опускании встретит следующую полосу конфетного пласта.
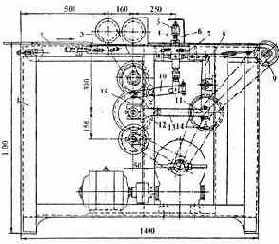
Рис. 4.20. Резательная машина непрерывного действия комбинированного типа
Коромысло 8 снабжено кулисным механизмом для регулирования продольного размера отрезаемых конфет. Вращением маховика 14 шарнир 11 передвигается вдоль оси коромысла. При этом меняется размах качания коромысла, а следовательно, и величина хода каретки в продольном направлении и продольный размер конфеты.
Достоинство описанной машины в том, что в ней пласт режется на изделия без поворота на 90°, как это имеет место в машинах с дисковыми ножами, и ее конвейер движется непрерывно, что позволяет использовать машину в поточных линиях.
Струнные машины для резки пластов. Такие машины применяются преимущественно для резки пластов пралиновых конфетных масс с вафельными прослойками при изготовлении корпусов конфет типа «Мишка косолапый», «Красная шапочка» и т.п. Наибольшее применение эти машины получили для резки вафельных пластов при производстве вафель с начинками.
