Оборудование для взвешивания кондитерских изделий и оклеивания тары
Завернутые изделия (карамель, конфеты, ирис и т. п.) засыпают в ящики из гофрированного картона. Порцию взвешивают вручную или на специальных автоматических весовых дозаторах. Ящик с порцией изделий обандероливают и заклеивают вручную, или на специальной машине.
Шоколадные конфеты типа «Ассорти» укладывают в коробки с пластмассовой прокладкой (коррексом), где отштампованы углубления, профиль которых соответствует профилю конфет. Сверху конфеты также покрывают простыми (из рулона) или сложными (гофрированными, из стопы) салфетками. Для укладывания конфет в коробки применяют комплекты машин, объединенных транспортными устройствами, которые последовательно выполняют операции укладывания конфет в коробки и комплектуют их в блоки. С этой же целью используют конвейеры, которые механизируют подачу конфет для ручного укладывания их в коробки.
Кольцевой укладочный конвейер. Предназначен для механизации транспортных операций процесса укладывания конфет «Ассорти» в коробки. Конвейер (рис. 10.4) горизонтально замкнутый, на нем расположены площадки 6 для лотков 3 с конфетами и площадки 5 для пустых коробок. Конвейер движется вдоль рабочих столов 7. Работницы снимают коробки с площадок 5 и вкладывают в них изделия с лотков, движущихся на площадках 6. Бракованные изделия сбрасывают в окна 8, расположенные в столе. Заполненные конфетами коробки накрывают крышками и укладывают на ленточный конвейер 2, который передает их на окончательное оформление. Конвейеры и рабочие столы закреплены на стойках 4, закрытых снаружи ограждениями 1, внутри которых находится привод конвейеров.
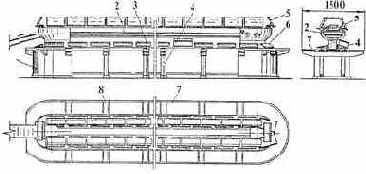
Рис. 10.4. Кольцевой укладочный конвейер.
Автоматизированный участок для укладывания конфет в коробки. Предназначен для укладывания конфет «Ассорти» в коробки. Производительность линии 40 коробок в минуту.
Сначала из заготовок в специальной машине 7 формируются донышки коробок (рис. 10.5). Готовые донышки поступают на ленточный конвейер 6. с которого они направляются на скребковый конвейер, совершающий прерывистое движение.
При помощи распределительного устройства 5, работающего подобно шлагбауму, каждая коробка попадет в ячейку между двумя скребками. Продвигаясь по желобу скребкового конвейера 4, донышко коробки поступает на укладку коррексов. Эту операцию выполняет машина 8. Из магазина коррексов при помощи пневматических присосок коррекс укладывается в донышко.
Если шоколадный набор идет без коррекса, то коробка направляется в устройство 3, которое вкладывает в нее гофрированную бумажную прокладку.
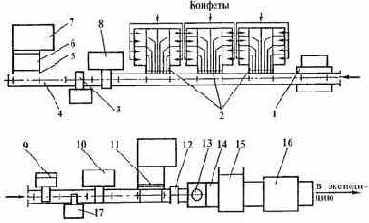
Рис. 10.5. Автоматизированный участок для укладывания конфет в коробки.
Подготовленные таким образом донышки идут на заполнение конфетами, которые подаются питателями 2. Конфеты подаются с лотков в питатель вручную. Питатель представляет собой систему конвейеров, при помощи которых конфеты выстраиваются в ряды по 7...8 шт. На линии установлено три питателя. Каждый питатель доставляет к месту укладки определенный вид конфет из набора «Ассорти».
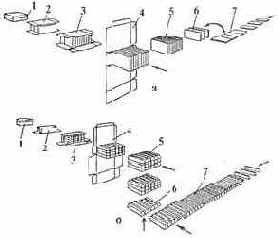
Рис. 10.6. Схема группового упаковывания в картонные футляры:
а — плиток; б — батончиков
Донышко коробки продвигается по желобу конвейера, и каждый питатель укладывает в коробочку один ряд конфет. Укладывание производится при помощи пневматических присосок. После того, как коробка пройдет последний питатель, она оказывается заполненной и поступает на отбраковку. Эта операция выполняется на автоматических весах 1. Неукомплектованные коробки сталкиваются с конвейера. Затем специальное устройство 9 вкладывает в коробку целлофановую прокладку. Если набор праздничный, то устройство 17 укладывает в коробку поздравительные этикетки. Устройство 10 укладывает специальные гофрированные бумажные салфетки, и машина 11 надевает при помощи пневматических присосок на донышко крышку. Последняя формируется из заготовок аналогично донышкам. Далее коробка проходит через прижимной ролик 12, где крышка окончательно закрывает донышко.
Коробка сходит со скребкового конвейера и поступает на повернутное устройство 13, разворачивается на угол 90° и направляется на ленточный конвейер 14, который доставляет коробку к машине 15, где коробки заворачивают в целлофан.
Готовое изделие поступает в упаковывающую машину 16, которая укладывает коробки в картонные короба, а затем их оклеивает.
На рис. 10.6 показаны схемы упаковывания шоколадных изделий в картонные футляры, которые формируют из заранее подготовленных заготовок.
Если упаковывают завернутые шоколадные плитки (рис. 10.6,а), то из положения плашмя 7 плитки укладываются на ребро 6 и плотно группируются в положение 5. Группа плиток 4 останавливается около картонной заготовки и вместе с ней проталкивается через формующую рамку. При этом заготовка плотно облегает группу изделий с трех сторон 3. Затем закрывается картоном четвертая сторона 2 заготовки. Далее подгибаются короткие клапаны с пятой и шестой сторон футляра, а затем закрываются и оклеиваются длинные клапаны 1 по этим же сторонам.
На рис. 10.6,б показана схема упаковывания шоколадных изделий типа батончики. В этом случае батончики 7 плотно сдвигаются в положение 6, от них отделяется группа изделий 5, порции штабелируются, а штабель 4 устанавливается около картонной заготовки. Дальнейшие операции аналогичны ранее описанным (см. рис. 10.6, а).
Автоматический весовой дозатор ГОМ-2. Предназначен для взвешивания готовой завернутой карамели порциями по 7,5 кг, которые затем высыпаются в картонные ящики.
Дозатор ГОМ-2 представляет собой двухчашечные весы с ручным взвешиванием. Весовой дозатор (рис. 10.7) состоит из питающих ленточных транспортеров для грубого и точного взвешивания, чаш верхних и 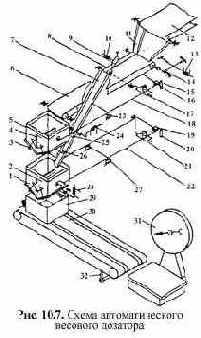
Процесс взвешивания порции карамели делится на предварительное (на 500-800 г меньше полной массы) и точное взвешивание. Предварительное взвешивание осуществляется весовым устройством в чаше 5, окончательное — в чаше 1.
Изделия со сборочного транспортера 12 по лотку 11 поступают на транспортеры 6 и 8. Ширина транспортера 8 составляет четвертую часть ширины транспортера 6, движение его постоянно.
На первом этапе взвешивания все изделия с транспортера 8 направляются на транспортер 6 заслонкой 9, получающей движение от электромагнита 10, т. е. весь поток карамели движется в чашу 5. Изделия будут поступать в чашу до тех пор, пока их масса не уравновесит массу гирь, установленных на гиредержателе 17.
Чаша и гиредержатель через призмы подвешены на плечах коромысла 18, опирающегося на призму 23. При уравновешивании коромысла магнитное поле постоянного магнита 15 воздействует на магнитоуправляемый контакт 16, замыкая его. Через контакт 16 сигнал подается в электропульт весов, откуда поступает сигнал управления на электромагнитный механизм 13, воздействующий на кулачковую муфту 14. Через муфту 14 приводится в движение барабан транспортера 6. Сигналом управления муфта отключается, транспортер 6 останавливается и, следовательно, прекращается поступление карамели в чашу 5. На этом взвешивание заканчивается.
Затем если чаша 1 пустая и на гиредержателе 21 установлены гири, подается сигнал на электромагнитный механизм 4, который раскрывает створки 3 дна чаши 5, и карамель пересыпается в предварительно приподнятую над призмой электромагнитным механизмом 28 чашу 1.
По мере заполнения чаши 1 карамелью коромысло 22 поворачивается на призме 27 и магнитное поле постоянного магнита 19 прекращает свое воздействие на магнитоуправляемый контакт 20. Вследствие этого снимается сигнал управления с электромагнитного механизма 4 и створки 3 под действием грузов 26 закрываются и фиксируются защелками.
Через 2 с после перегрузки карамели из чаши 5 в чашу 1 подается сигнал на электромагнитные механизмы 10, 13 и 28. При этом муфта 14 включает транспортер 6, который начинает подавать новую порцию карамели в чашу 5; заслонка 9 поворачивается параллельно движению ленты транспортера 8, с которого единичные изделия по желобу 7 ссыпаются в чашу 1, минуя заслонку 25; электромагнитный механизм 28 опускает чашу 1.
Благодаря тому, что поток изделий с транспортера 8 невелик, создаются условия для более точного, чем в верхней чаше 5, контроля за моментом уравновешивания коромысла 22.
В момент достижения заданной массы порции изделий подается управляющий сигнал на электромагнитный механизм 10 и заслонка 9, повернувшись, снова отклоняет поток изделий с транспортера 8 на транспортер 6. Сигнал подается также на электромагнитный механизм 24, который заслонкой 25 перекрывает проход по желобу 7. На этом заканчивается второй этап взвешивания.
Теперь необходимо выгрузить изделия из нижней чаши 1 в картонный ящик 29, установленный на цепном транспортере 30. Транспортер снабжен двумя гонками-упорами 32. Если ящик установлен и гонок уперся в него, то поступает сигнал на электромагнитный механизм 2, створки днища чаши 1 открываются и порция высыпается в ящик. После этого створки закрываются и фиксируются защелками, чаша 1 через 1 с арретируется (приподнимается над призмой весов) механизмом 28, цикл заполнения нижней чаши 1 повторяется.
Гонком цепного транспортера 30 заполненный ящик перемещается на платформенные весы 31 для контрольного взвешивания. После этого транспортер 30 останавливается и фиксируется тормозом.
На дозаторе можно проводить 8 отвесов в минуту, по 7,5 кг каждый.
Оклеивающая машина ОМ. Предназначена для закрывания и приклейки клапанов ящиков из гофрированного картона, наполненных кондитерскими изделиями, с последующей оклейкой ящиков контрольной лентой-бандеролью.
Машина (рис. 10.8, а) состоит из рамы 1; привода с электродвигателем 16; цепного транспортера 2; неподвижных 5, 8 и подпружиненных 7 направляющих; клеевой ванны 6 с механизмом намазки клеем клапанов картонного ящика с подгибателем клеевого и прижимного устройства для обандероливания, состоящего из прокатывающего ролика 13, толкателя 12 механизма 10 раскрывания и закрывания подающих щипцов 9, держателя бобины гуммированной ленты, водяной ванны, смачивающей ленту, ножниц и роликов 11 и 14; прижимных щеток 15, конечного выключателя 3 и электромагнита 4, управляющих работой толкателя 13 и щипцов 9.
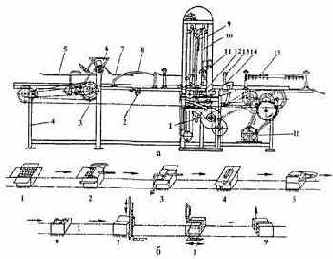
Рис. 10.8. Машина для упаковывания и вклеивания картонных ящиков с кондитерскими изделиями:
а — общий вид; б — технологическая схема
Технологическая схема полуавтомата приведена на рис. Х.8, б. Наполненный продуктом ящик с раскрытыми боковыми и торцевыми клапанами устанавливается на приемную часть (поз. 1), а затем перемещается цепным транспортером с толкателями. Боковые клапаны в начале перемещения ящика удерживаются в открытом положении неподвижными направляющими (поз. 2), торцевые же клапаны с помощью подгибателя и направляющей закрываются (поз. 4), а с помощью неподвижной направляющей (поз. 5) и подпружиненной направляющей или ролика (поз. 6) боковые клапаны закрываются и приклеиваются. После этого щипцы захватывают конец гуммированной ленты и поднимает ее, разматывая с рулона (поз. 7). При этом лента, проходящая через ванну с горячей водой, смачивается. При подходе ящика к ленте щипцы вместе с лентой начинают опускаться: лента по мере продвижения ящика приклеивается на торцевую, верхнюю и нижнюю стороны. Затем щипцы открываются и ножницы отрезают ленту (поз. 9). В конце ящик проходит мимо прижимных щеток, обеспечивающих плотное, без воздушных прослоек прилегание ленты к ящику.
Кроме описанных выше машин для завертывания карамели и конфет на кондитерских фабриках применяются также другие виды машин для завертывания некоторых сортов конфет и шоколадных изделий: для завертывания шоколадных трюфелей и конфет куполообразной формы в бантик, для завертывания конфет только в фольгу с оклейкой бумажной бандеролью, для штампования и завертывания шоколадных медалей, для завертывания шоколадных плиток, батонов, зефира и пастилы, брикетов халвы и т. д. Сведения об этих машинах можно найти в специальной литературе.
Контрольные вопросы
1. Какие кондитерские изделия фасуют в коробки и пакеты?
2. Как устроены и работают фасовочные машины с одним и тремя операционными роторами?
3. Каким образом в машине ДА-2РС из ленты целлофана формируется труба?
4. Для чего предназначен кольцевой укладочный конвейер?
5. Какие операции проводят при укладке конфет типа «Ассорти» в коробки?
6. Как устроен и работает весовой дозатор ГОМ-2?
7. Какие операции проводят при склеивании ящиков из гофрированного картона?
