Оборудование для формования жгута из карамельной массы
Формованию карамельных и других кондитерских изделий (например, ириса) предшествует приготовление жгута из пластичной массы. При этом в зависимости от ассортимента изделий готовят жгут с прожилкой начинки внутри или без начинки.
Путем обкатки формуемой массе сначала придают форму конусного батона, который затем вытягивается, калибруется в жгут необходимого диаметра и подается не формование изделий.
Для подготовки жгутов карамельных и других масс применяют карамелеобкаточные машины, придающие массе форму конусного батона с помощью вращающихся конических рифленых веретен, и жгутовытягивающе-калибрующие устройства, вытягивающие и калибрующие из карамельного батона жгут нужных размеров с помощью системы роликов.
На рис. 3.9 показана принципиальная схема образования жгутов из 
К оборудованию для формования жгута относятся: горизонтальные карамелеобкаточные машины с начинконаполнителем (для карамели с начинкой) или без него (для леденцовой карамели и ириса); жгутовытягиватели для вытягивания и калибрования жгута из батона; равняльные барабаны и калибрующие ролики.
Горизонтальная карамелеобкаточная машина КПМ. Предназначена для обкатки карамельного батона и придания ему формы конуса; устанавливается между тянульной машиной и жгутовытягивателем.
Машина (рис. 3.10,а) состоит из станины 1, корытообразного корпуса, 12, закрываемого выдвижной крышкой 11, веретен 13, начинконаполнителя 18 с воронкой 10 и кривошипным приводом 2, привода и коробки передач 4.
Основным рабочим органом машины служат рифленые конические веретена 13.
Вращение веретен осуществляется или только в одну сторону — по часовой стрелке, или с переменным переключением вращения то в одну, то в другую сторону (реверсированием).
Вращение в одну сторону придается веретенам обычно при изготовлении массовых сортов карамели в том случае, если карамельный батон формуется непосредственно в обкаточной машине и начинка вводится в батон при помощи начинконаполнителя.
Вращение с реверсированием придается веретенам, когда батон с начинкой в виде «пирога» готовится отдельно и укладывается вручную на веретена машины.
Для изменения направления вращения веретен служит коробка передач 4 с ручками переключения 3.
Карамельная масса при вращении веретен приобретает форму конуса, ось которого имеет уклон к месту выхода жгута. Величина уклона может изменяться путем подъема (вращение вокруг оси 15) левой части корпуса при помощи винта и маховичка 17. Веретена получают движение от привода через коробку передач 4, верти кальный вал 5, конические и цилиндрические шестерни 6, насаженные на веретена.
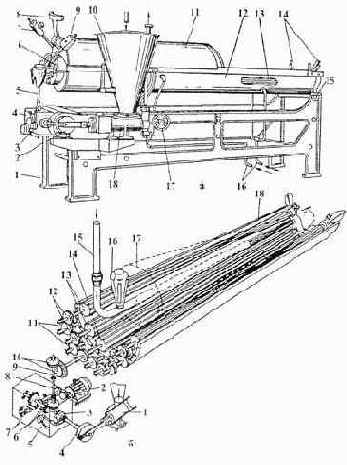
Рис. 3.10. Горизонтальная карамелеобкаточная машина КПМ:
а — общий вид; б — схема привода веретен
Для предотвращения охлаждения массы во время обкатки корпус машины снабжен паровым обогревом 16 и крышкой 11, которая при подъеме уравновешивается противовесом 7 и упирается в кронштейн 8.
Толщина жгута, выходящего из обкаточной машины, регулируется рукоятками 14. Груз 9 служит для сближения верхних веретен и обеспечения контакта веретен с карамельной массой.
Схема привода веретен и образования карамельного конуса представлена на рис. 3.10,6. Веретено 14 получает вращательное движение от электродвигателя 2 через ременную передачу 8, червячную передачу 7, коническую пару б, вертикальный вал 9 и коническую пару 10. Через систему зубчатых передач, состоящих из промежуточных («паразитных») шестерен 11 и ведомых шестерен 12, получают движение два веретена 13. Аналогично от веретена 14 вращение передается другим веретенам. Промежуточные шестерни нужны для того, чтобы обеспечить вращение всех веретен в одном направлении.
Веретена имеют коническую форму и располагаются в корытообразном сосуде 18, образуя коническую поверхность. Поэтому при вращении веретен карамельная масса обкатывается ими и приобретает форму конуса 17. Чтобы масса при обкатке не отодвигалась назад к основанию конуса, предусмотрен грушевидный упор 16.
Внутри конуса 17 вдоль оси располагается конец трубы 15, по которой из начинконаполнителя поступает начинка. Начинконаполнитель представляет собой плунжерный насос 1, который приводится в движение от общего электродвигателя 2 кривошипом 4. При необходимости с помощью рукоятки 5 и муфты 3 начинконаполнитель можно остановить, не прекращая работы карамелеобкаточной машины.
Начинконаполнитель имеет устройство для регулирования количества подаваемой начинки путем изменения хода плунжера.
Начинконаполнитель поставляется заводом-изготовителем в комплекте с карамелеобкаточной машиной и как самостоятельный сменный узел. Кроме плунжерных применяют шестеренные начинконаполнители, но они получили меньшее распространение. Горизонтальные обкаточные машины изготавливаются и без начинконаполнителя. Они поставляются в комплекте с формующе-заверточными машинами для производства леденцовой завернутой карамели.
Жгутовытягиватель ТМ-1. Предназначен для вытягивания поступающего с карамелеобкаточной машины карамельного батона в жгут и калибрования его до нужного размера перед подачей на формование; устанавливается между карамелеобкаточной и карамелеформующей машинами.
Жгутовытягиватель ТМ-1 (рис. 3.11) состоит из трех пар вертикально расположенных калибрующих роликов, которые устанавливаются на концах валиков с наружной стороны коробки 3. К чугунным стойкам 1 крепится коробка, которая состоит из передаточного механизма и механизма регулирования. При помощи механизма регулирования в зависимости от требуемого диаметра жгута изменяется расстояние между центрами последней пары роликов.
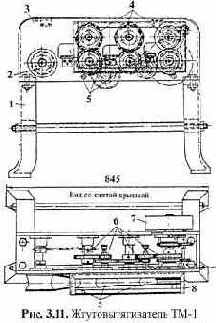
Ролики вращаются от привода карамелеформующей машины посредством шкива или звездочки 7, ременной передачи и системы цилиндрических шестерен 6, расположенных в коробке 3. Во время работы ролики закрываются съемным ограждением 8. Из карамелеобкаточной машины конусный батон карамельной массы в виде жгута диаметром примерно 54...60 мм пропускается через приемный 2 и калибрующие 4 ролики, постепенно вытягивается, уменьшается в диаметре до величины, необходимой для выработки карамели заданного сорта, калибруется и подается на карамелеформующую машину.
Частота вращения приводного шкива зависит от линейной скорости формующих цепей. Производительность жгутовытягивателя соответствует производительности формующей машины.
