Оборудование для формования шоколадных изделий
Шоколадные изделия формуют на специальных агрегатах, которые представляют собой комплекс технологических машин, последовательно соединенных между собой системой транспортирующих устройств.
В основном шоколадные изделия формуют отливкой шоколадных масс в металлические (иногда пластмассовые) формы. В зависимости от вида шоколадных изделий агрегаты для формования можно разделить на три группы:
агрегаты для формования шоколадных изделий без начинок;
агрегаты для формования шоколада с начинками и изготовления пустотелых шоколадных фигур;
агрегаты универсальные для изготовления шоколадных изделий как с начинкой, так и без начинки.
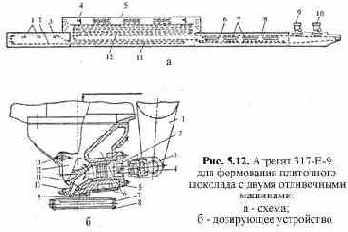
Агрегат 317-Е-9 для формования плиточного шоколада с двумя отливочными головками. Агрегат (рис. 5.12,а) предназначен для формования изделий из шоколадных масс с минимальным содержанием жира (26%). Конструкция отливочных машин позволяет формовать шоколад с различными добавками (например, с дроблеными орехами, вафлями и т.п.), вводимыми в массу. Наличие двух отливочных машин позволяет вырабатывать одновременно два вида шоколадных плиток. Отличительная особенность агрегата — автоматическая подача шоколадных плиток в заверточные автоматы.
Оттемперированная шоколадная масса отливочными машинами 10 и 9 заливается в формы, которые непрерывно поступают по нижней ветви транспортера 8 из зоны 6 подогрева форм, расположенной под вибротранспортерами 7. В ней смонтировано 90 нагревателей инфракрасного излучения мощностью по 300 Вт, которые разделены на три группы. Комбинация этих групп позволяет включать 20, 40, 60 и 100 % нагревателей и соответственно более слабо или интенсивно подогревать формы.
Формы шарнирно закреплены на цепном транспортере 8 длиной около 200 м, их можно легко снять или поставить на транспортер в месте поворота транспортера перед отливочными машинами.
При изготовлении шоколадных плиток различной массы (например, 50 и 100 г) формы для этих видов изделий устанавливают на конвейере поочередно. Каждая из отливочных машин заполняет соответствующие формы (24 формы в минуту).
Заполненные шоколадной массой формы поступают на вибротранспортеры 7. Для снижения шума, обычно возникающего при встряхивании форм, секции вибротранспортера заключены в деревянный кожух, а сами формы принудительно перемещаются цепями над поверхностью постоянных магнитов. Каждая из шести секций вибротранспортеров регулируется самостоятельно.
После вибротранспортера формы поступают в охлаждающую камеру 5. Последовательно пройдя девять ветвей охлаждающего транспортера, формы опускаются по его вертикальному участку, перевертываются и движутся обратно, в сторону отливочных машин. На этом участке под действием вибротранспортеров шоколадные плитки выпадают из форм на пластинчатый транспортер 3, а пустые формы на пути к отливочным машинам подогреваются.
В камере 5 формы с шоколадом охлаждаются в течение 19 мин. Циркуляция воздуха в зоне более интенсивного охлаждения 12 и в нижней зоне 11 — зоне акклиматизации - создается четырьмя расположенными попарно центробежными вентиляторами 4, которые включаются самостоятельно. Режим охлаждения контролируют при помощи термометров Охлаждение шоколадных плиток до температуры, близкой к температуре воздуха цеха, позволяет направлять их на завертывание без длительной выстойки.
К заверточным машинам плитки поступают с пластинчатого транспортера 2 четырьмя ленточными питателями 1. Плитки, лежащие параллельными рядами на пластинах конвейера 2, автоматически сбрасываются на ленточные конвейеры, расположенные попарно с обеих сторон конвейера 2. В случае вынужденной остановки одной из заверточных машин плитки поступают на резервный ленточный конвейер 3, с которого их снимают вручную.
Дозирующее устройство (рис. 5.12,б) формующей машины предназначено для формования плиточного шоколада различной массы ленточным способом. Производительность (до 24 форм/мин) регулируется бесступенчато.
Устройство состоит из приемной воронки, формующей головки с дозирующими устройствами и механизма синхронной подачи и отвода форм (каретки). Приемная воронка снабжена водяной рубашкой 6 для обогрева.
Подогретая вода подается в рубашку циркуляционным насосом, излишки воды вытекают свободно. Для подогрева воды и поддержания ее температуры на заданном уровне (в пределах 32...38 °С) служит бачок, оборудованный нагревательным элементом и терморегулятором. Бачок соединен с насосом трубопроводом.
Над воронкой установлена пластинка, отполированная до зеркального блеска, которая служит для наблюдения за процессом заполнения воронки. Находящаяся в воронке шоколадная масса непрерывно перемешивается мешалкой, предупреждая таким образом расслаивание и одновременно создавая дополнительный напор, необходимый для заполнения ячеек золотника И. Поворачиваясь на определенный угол, золотник занимает положение, при котором его ячейки поочередно соединяются либо с воронкой, либо с мерными цилиндрами. Дозирование шоколадной массы осуществляется группой поршней 2, которые совершают в мерных цилиндрах 5 возвратно-поступательное движение, сообщаемое коромыслом 1 и шатуном 3, соединенными осью 4. Напротив каждого цилиндра в золотнике просверлено сквозное отверстие, заканчивающееся мундштуком 9 с щелевыми отверстиями, перекрываемыми ножом-отсекателем 10.
При движении поршня вправо шоколадная масса всасывается из приемной воронки и ячеек золотника и поступает в мерные цилиндры. При последующем движении поршней вперед она выталкивается из цилиндров через проходные отверстия в мундштуке и заполняет ячейки форм 8, закрепленные в держателях 7. Из отверстий мундштука шоколадная масса поступает в движущиеся формы в виде ленты и равномерно распределяется по поверхности ячеек.
По окончании дозирования золотник поворачивается и одновременно отводит нож-отсекатель от упора, освобождая крепящие его пружины Под действием пружин нож-отсекатель скользит по нижней поверхности мундштука и перекрывает все щелевые отверстия, предотвращая образование потеков и капель. Золотник может быть заменен после удаления щеки 12, фиксируемой винтом 13.
Синхронизация скоростей движения форм и формование массы осуществляются с помощью каретки, движущейся в противоположном потоку форм направлении.
Ход и положение каретки регулируются, благодаря чему обеспечивается различная скорость движения форм под формующей головкой. Это регулирование необходимо при изменении вязкости или дозы шоколадной массы, что позволяет точно установить начало и конец заполнения ячеек формы. После заполнения шоколадной массой формы поступают для дальнейшей обработки на виброконвейер.
Агрегат для формования шоколадных фигур. В агрегате используются раскрывающиеся шарнирные формы, состоящие из двух частей.
Принципиальная схема агрегата приведена на рис. 5.13,а. Пустые раскрытые формы 2 зачерненным днищем вверх подаются конвейером 3 для подогрева в зону инфракрасного излучения 1 Затем подогретые до температуры 32 °С формы продвигаются к отливочному механизму 12. Шоколадная масса отливается только в одну, переднюю половинку формы и автоматически закрывается устройством 11, после чего форма начинает вибрировать на виброконвейере 10 и одновременно поворачивается вокруг своей продольной и поперечной оси. Благодаря вращению шоколадная масса равномерно распределяется по стенкам обеих половинок формы.
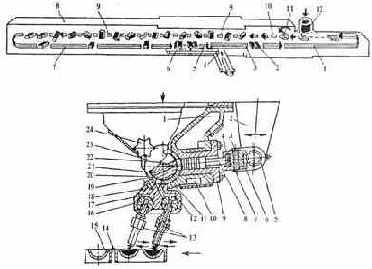
Рис. 5.13. Агрегат для формования пустотелых шоколадных фигур:
а — схема, б — дозирующее устройство
Вращательное движение на участке 9 продолжается и в охлаждающем шкафу 8 на верхней ветви цепного конвейера. При переходе на нижнюю ветвь конвейера, т.е. на участке 7, формы перестают вращаться и движутся в горизонтальном положении. Устройство 6 раскрывает формы и на вибраторе 5 они освобождаются от готовых изделий. Ленточный конвейер 4 выводит изделия из агрегата.
Управление агрегатом производится оператором с пульта.
Общая синхронизация обеспечивается жесткими кинематическими цепями от общего привода. При перегрузках срабатывает система блокировок и агрегат автоматически выключается. На пульте управления высвечиваются причины отключения.
Производительность агрегата зависит от числа отливов, количества ячеек в форме и массы изделий. В агрегате используются формы, размер которых в раскрытом виде равен 275x462 мм.
В такой форме может быть 8 половинок форм размером 60x195 мм, или 24 половинки изделий размером 30x120 мм, или 48 фигурок размером 30x60 мм, или 12 фигурок массой по 50 г, а также 18 фигурок массой по 40 г.
Дозирующее устройство (рис. 5.13,б) отливочной машины агрегата снабжено рубашкой 1 для обогрева воронки и рубашкой 10 для обогрева сменных мерных цилиндров 9. В корпусе 11 расположен цилиндрический канал 20, в котором находится золотник 21 с каналами 19 и 22. Дозирующее устройство имеет от 12 до 24 поршней 8, которые крепятся к бруску 7 верхней 4 и нижней 6 планками, стягиваемыми болтом 3. Брусок 7 с шатуном 5 соединен шарнирно. Шатун получает движение от коромысла 2. Насадки 13 ввернуты в валики 16, которые поворачивают насадки при поступлении шоколадной массы в ячейки 15 форм с шарниром 14. При повороте золотника 21 имеющиеся в нем каналы 19 и 22 соединяют мерные цилиндры то с воронкой, то через каналы 12 и 17 с насадками 13. Валы и насадки можно легко заменить. Кроме того, с помощью специальных насадок можно заполнить одну форму из двух мерных цилиндров.
Золотник с торца закрыт крышкой 23 и снабжен винтом с рукояткой 24. Механизм поворота золотников закрепляется планкой 18.
После заполнения шоколадной массой формы механически закрываются. В таком положении половинки форм удерживаются пружинной защелкой.
При дальнейшем движении форма совершает два взаимно перпендикулярных вращения. В процессе вращения форма подвергается вибрации, которая делает массу более подвижной (текучей), что позволяет получить полые фигуры со стенками равномерной толщины.
 Универсальные агрегаты для формования шоколадных изделий с начинкой и без начинки. Во всех агрегатах технология изготовления шоколадных изделий «Ассорти» с начинкой принципиально одинакова. На рис. 5.14 показана схема основных технологических операций изготовления этих изделий.
Универсальные агрегаты для формования шоколадных изделий с начинкой и без начинки. Во всех агрегатах технология изготовления шоколадных изделий «Ассорти» с начинкой принципиально одинакова. На рис. 5.14 показана схема основных технологических операций изготовления этих изделий.Формы с фигурными ячейками подаются под отливочный механизм (см. рис. 5.14,а, б), затем в вибрационное устройство и на опрокидыватель (рис. 5.14,в), где заполненные формы перевертываются дном вверх; около 75% массы при этом выливается из ячеек, а на стенках остается небольшой слой.
Далее формы поступают в центробежную машину, где слой шоколадной массы выравнивается и достигает толщины 1...1,7 мм.
Затем формы проходят через охлаждающую камеру. После очистки формы подаются под отливочные механизмы (см. рис. 5.14,г) для заливки начинки в ячейки, стенки которых покрыты застывшей шоколадной массой. При этом ячейки заполняются начинкой не до краев (см. рис. 5.14,д), с тем, чтобы осталось место для последующей заливки донышка шоколадных фигурок.
Заполненные начинкой формы проходят через вибратор и охлаждающую камеру. Далее форма поступает под электронагреватель, который подогревает и размягчает верхние кромки шоколадной оболочки ячеек. После этого форма поступает в отливочную машину для заливки шоколадной массой донышка изделий (см. рис. 5.14,е). После удаления с поверхности и боковых сторон формы излишков шоколадной массы скребками формы поступают в охлаждающую камеру, из которой передаются на машину для выборки изделий из ячеек (см. рис. 5.14,ж).
Универсальный агрегат (рис. 5.15) по компоновке представляет собой замкнутую в горизонтальной плоскости двухлинейную систему машин. Формы к транспортерам не крепятся. На линии можно вырабатывать шоколадные изделия с начинками (батоны, «Ассорти») и без начинок (плиточный и узорчатый шоколад, медали).
При изготовлении шоколада с начинками линия работает следующим образом. Пустые формы, проходя по транспортеру 2, поступают в подогреватель форм 3 длиной 10 м, разделенный на две зоны. На этом участке формы подогреваются в течение двух минутах до 28...30°С горячим воздухом температурой около 70°С.
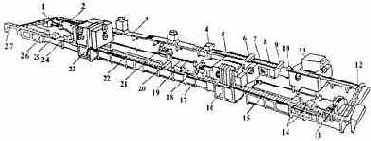
Рис. 5.15. Универсальный двухлинейный шоколадоформующий агрегат
Ячейки подогретых форм с помощью многопоршневой двусторонней отливочной машины 4 заполняются порциями шоколадной массы. При помощи двух групп поршней (по 36 в каждой) машина дозирует массу одновременно во все ячейки форм. Для направления шоколадной массы точно в ячейки служат пронумерованные для каждого вида изделий съемные пластины. Отливочные машины такого типа позволяют использовать формы с любым расположением ячеек.
Отливочная машина снабжена обогреваемой воронкой, внутри которой вращается мешалка с лопастью, зачищающей стенки воронки. Температура воды, циркулирующей в водяной рубашке воронки, поддерживается на заданном уровне автоматически посредством электрического подогревателя с термостатом. К отливочной машине оттемперированная шоколадная масса подается из автоматической темперирующей машины по трубопроводу с водяной рубашкой, который заканчивается трубчатым фильтром.
Формы, заполненные шоколадной массой, проходят через вибрационный стол 5 с четырьмя группами вибраторов, уплотняющих и разравнивающих шоколадную массу в формах, а также удаляющих из массы пузырьки воздуха. Затем в опрокидывателе 6 формы переворачиваются на 180° и в этом положении проходят через вибратор 7 для удаления излишков шоколада из ячеек и образования оболочки изделия.
Затем формы переходят на вибратор 8, который сообщает им круговое колебательное движение с целью выравнивания толщины оболочки. Шоколадная масса, удаляемая из форм, накапливается в ванне и перекачивается насосом обратно в темперирующую машину. Затем устройство 9 переворачивает формы на 180°, занимая первоначальное положение (ячейками вверх).
Излишки шоколада с поверхности форм снимаются зачищающим валковым механизмом 10 (вращающийся навстречу движению форм полый металлический валок плотно прижимается к поверхности форм). Захватываемая валком шоколадная масса счищается с его поверхности ножом и отводится при помощи шнека в приемник.
Очищенные формы поступают в вертикальную охлаждающую камеру 11 шахтного типа. Затем поперечным цепным транспортером 12 с гонками формы передаются на вторую ветвь линии к отливочным машинам 14 для заполнения форм начинкой.
При отливке изделий с заспиртованной вишней или целым орехом перед отливочными машинами для начинок подключается дозатор 13, в бункер которого заранее загружают калиброванную вишню или орех.
Пройдя вибротранспортер 15 для уплотнения начинки, формы поступают в вертикальную охлаждающую камеру 16, а затем проходят через электрический подогреватель 18 для оплавления кромок оболочки изделия, что способствует более надежному соединению ее с донышком, заливаемым на отливочной машине 19.
Загрузочная воронка этой машины также снабжена трубчатым фильтром. Далее формы поступают в механизм 20, где их поверхность очищается пластинчатым ножом.
Очищенные формы проходят по вибротранспортеру 22 поступают в основную охлаждающую камеру 23 шахтного типа с автоматическим регулированием температуры.
За охлаждающей камерой установлен механизм 24, который накладывает на формы пластмассовые или картонные листы, заранее уложенные в кассету. Форма, накрытая листом, переворачивается кантователем 25 на угол 180° и передается на вибрационную выколоточную машину 26.
Готовые изделия отводятся транспортером 27, а освобожденные формы проходят через кантователь 1, возвращающий их в исходное положение — ячейками вверх, и поперечным транспортером направляют на первую ветвь поточной линии.
Для производства изделий без начинок на транспортер 2 устанавливают соответствующие формы, ставят на отливочную машину пластину требуемого профиля и регулируют по ней работу насосов. Для отливки изделий используют отливочную машину 4 или одну из машин 14 для заливки начинок. В последнем случае опрокидыватели, вибраторы, устройство для зачистки форм, первая и вторая охлаждающие камеры и другие механизмы не используют. В остальном процесс проводится так же, как описано выше.
Для приготовления плиточного шоколада с начинками на транспортер 2 устанавливают соответствующие формы и используют те же механизмы линии, что и при производстве батонов или «Ассорти» с начинками.
При получении шоколада с твердыми добавками процесс ведут, используя лишь участок подогрева форм и механизмы второй ветви агрегата, начиная с отливочной машины 17. В этом случае порции дробленого или целого ореха и другие добавки смешивают с шоколадной массой непосредственно в приемной воронке отливочной машины 17. Добавки вводят при помощи установленного над отливочной машиной механического дозатора карманного типа.
Отливочная машина имеет шестнадцать поршней диаметром 40 мм и широкие выходные патрубки прямоугольного сечения.
Такая конструкция машины позволяет легко дозировать смесь шоколада с целым или дробленым ядром ореха, изюмом и т.п. При использовании целого ядра и добавок крупного размера формы перед охлаждающей камерой следует подвергать вибрации особенно интенсивно, чтобы происходило максимально возможное выравнивание внешней поверхности изделий.
Привод агрегата осуществляется от общего электродвигателя. От него движение передается отдельным машинам через редуктор 21 посредством карданных валов, обеспечивающих синхронную работу всех механизмов агрегата. Самостоятельные электродвигатели имеют только отдельные вспомогательные механизмы (вентиляторы, насосы и т.п.).
Пуск агрегата и контроль за его работой осуществляется с центрального пульта управления, на котором смонтированы пусковые устройства и лампы, сигнализирующие о нарушениях режима работы устройств агрегата. Привод имеет бесступенчатое регулирование скорости (от 8 до 20 форм в минуту), осуществляемое с помощью двух кнопок («больше» — «меньше»).
Производительность агрегата зависит от количества заполняемых в минуту форм и от массы изделий в одной форме. С одной формы можно получить 12 плиток шоколада с начинкой (1200 г), 7 плиток шоколада с орехами (700 г), 80 шт. «Ассорти» (800 г), 16 батонов (800 г) и 90 шт. узорчатого шоколада (225 г). При нормальной скорости конвейера, обеспечивающей заливку 15 форм в минуту, производительность агрегата составит соответственно 1080, 630, 720, 720 и 202 кг/ч.
Дозирующее устройство шоколадоформующего агрегата с мундштуком и подвижным отсекателем используются для формования шоколадных масс с целыми орехами и другими твердыми добавками.
Это устройство отличается большей по своим размером поршневой камерой и более широкими каналами золотника и мундштука. Перекрытие отверстий мундштука (канала золотника) препятствует образованию отеков и нитей из шоколадной массы, загрязняющих поверхность форм.
