Оборудование для формования карамели
§ 4. Оборудование для формования карамели
Для формования карамели из жгута применяются следующие формующие машины:
цепные карамелережущие машины для формования карамели типа «подушечка»;
цепные карамелештампующие машины для формования карамели в виде «шарика», овальной, удлиненно-овальной, плоскоовальной («кирпичик») и другой фигурной карамели;
цепные карамелеформующе-закатывающие машины для формования фигурной карамели;
рольные карамелеформующие машины для той же карамели;
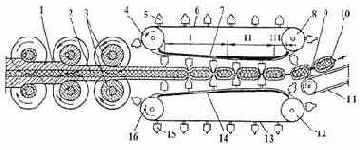
Рис. 3.12. Принципиальная схема получения карамели на цепной формующей машине
ротационные карамелеформующие машины для формования различной фигурной карамели и таблеток;
монпансейные машины (вальцы) для формования фигурного монпансье и других леденцовых изделий («Апельсиновые дольки», «Горошек», «Миндаль», фигурки на палочках и др.);
формующе-заверточные агрегаты для формования и завертывания леденцовой карамели и ириса.
Кроме перечисленных существует еще ряд разновидностей карамелеформующих машин, имеющих меньшее распространение. Наибольшее распространение на кондитерских фабриках получили цепные карамелережущие и карамелештампующие машины, монпансейные формующие вальцы и формующие заверточные агрегаты.
Цепные карамелеформующие машины. Принципиальная схема формования карамели на цепной машине приведена на рис. 3.12.
Карамельный жгут, состоящий из оболочки 1 и начинки 2 (или без нее), пройдя последнюю пару роликов 3 жгутовытягивающей машины (равняльные барабаны или калибрующие ролики), поступает в пространство между двумя специальными цепями: верхней 6 и нижней 13. Цепи приводятся в движение от роликов 8 и 12 и огибают направляющие ролики 4 и 16. Цепи снабжены пластинами-ножами 5 и 15. Расстояние между соседними ножами одной цепи соответствует одному из размеров карамели (длине или ширине).
Огибая ролики 4 и 16, верхняя и нижняя цепи на участке I сближаются по направляющим 7 и 14. Ножи цепей сжимают карамельный жгут и формуют изделие. На участке II цепи движутся без изменения. На этом участке происходит закрепление формы.
На участке III ножи цепей расходятся, а готовые изделия 10, соединенные перемычками 9, поступают на ленту отводящего конвейера 11. Если необходимо нанести на изделие рисунок, то на верхней цепи устанавливают пуансоны - штампики, перемещающиеся в плоскости, перпендикулярной движению цепей.
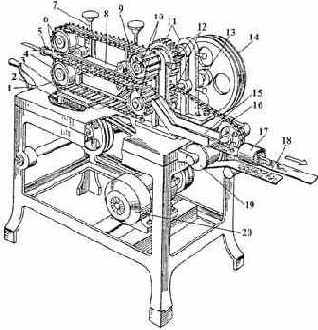
Рис. 3.13. Цепная карамелережущая машина ЛРМ
Цепная карамелережущая машина ЛРМ. Предназначена для формования карамели с начинкой в форме мелкой «подушечки» (открытые сорта) и удлиненной «подушечки», «лопатки» (завернутые сорта) путем разрезания карамельного жгута на отдельные изделия с помощью сменных карамелережущих цепей. В качестве рабочих органов машина имеет комплект карамелережущих цепей (верхнюю и нижнюю).
На двух стойках 11 (рис. 3.13) смонтированы две ведущие звездочки 10, на стойке 3 — направляющие ролики 6, по которым движутся формующе-режущие цепи 4. Карамельный жгут, непрерывно подаваемый жгутовытягивателем, направляется через втулку 5 в зазор между лезвиями ножей. Цепи постепенно сближаются и лезвиями ножей разрезают карамельный жгут на отдельные изделия в форме выпуклой «подушечки». При формовании карамели карамелережущими цепями с площадками между ножами, которые при сближении цепей одновременно режут и сжимают жгут, получается карамель в форме удлиненной «подушечки» и «лопатки». Размеры карамели определяются диаметром жгута и расстоянием между ножами (шагом цепи).
Сближение ножей режущих цепей регулируется винтами 7. Они перемещают полозки 8, которые служат направляющими для цепей. Натяжение цепей производится перемещением стойки 3 с помощью рукоятки 1 и винта 2 после предварительного ослабления болтов, закрепляющих стойку 3. Отформованная карамель по лотку 15 поступает на узкий охлаждающий транспортер 18 предварительного охлаждения. При формовании между карамельками остаются тонкие перемычки толщиной 1...2 мм, благодаря которым отформованная карамель в виде цепочки движется по узкому охлаждающему транспортеру.
Нижняя ведущая звездочка 10 приводится в движение от электродвигателя 20, ременных передач, шкива 14 и горизонтального вала 13.
От вала 13 через зубчатую пару 12 получает вращательное движение верхняя ведущая звездочка 10, а через цепную передачу 16 — барабан 19 охлаждающего транспортера 18. Верхняя лента транспортера закрывается кожухом 17, в который нагнетается холодный воздух.
Верхняя ведущая звездочка 10 имеет регулировочное устройство 9, которое необходимо при установке комплекта цепей для совпадения режущих кромок ножей верхней и нижней цепей. После проворачивания и совпадения кромок положение звездочки жестко фиксируется винтами.
Цепная карамелештампующая машина Ш-3. Предназначена для штампования фигурной карамели различных формы и размеров с начинкой или без нее при помощи сменных рабочих органов — карамелештампующих цепей.
Машина (рис. 3.14) состоит из станины, системы звездочек и роликов, устройств для перемещения пуансонов штампующих цепей, механизмов регулирования и привода.
На звездочки и ролики устанавливают штампующие и боковые цепи. Верхнюю штампующую цепь 16 монтируют на ведущей звездочке 17, натяжном ролике 12 и направляющем ролике (закрыт ограждением 9). Для монтажа нижней штампующей цепи 22 предусмотрены ведущая звездочка 23 и поддерживающий ролик, а для боковых цепей — ведущие звездочки 15 и поддерживающие ролики. На кронштейнах закреплен приводной барабан 24 узкого охлаждающего транспортера, который приводится в движение цепной передачей 21. Направляющая втулка 8 предназначена для подачи карамельного жгута в машину.
Привод ведущих звездочек и барабана 24 осуществляется от электродвигателя 2 через ременную передачу 4, коробку передач 3, цепную передачу и систему зубчатых колес 18 и 19. Коробка передач обеспечивает четырехступенчатое переключение угловых скоростей звездочек и барабана. Рукоятки 7 коробки передач выведены на внешнюю поверхность станины 1 машины. Подвижные детали машины размещены внутри станины или закрыты ограждениями 20, в том числе верхней крышкой 9, при открывании которой электродвигатель автоматически выключается.
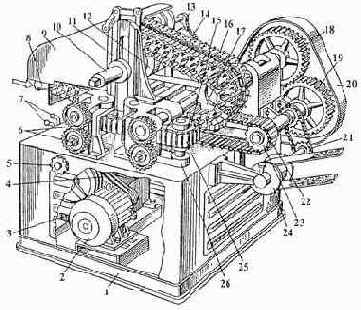
Рис. 3.14. Цепная карамелештампующая машина Ш-3
Основные рабочие органы машины — сменные штампующие 16, 22 и боковые 25 цепи. Первые служат для формования карамели, вторые — для приведения в движение пуансонов штампующих цепей путем нажатия на торцы их хвостовиков. Натяжение штампующих цепей достигается при монтаже путем перемещения стоек, на которых закреплены направляющие ролики, при помощи маховичка. Более плавное натяжение верхней цепи производят храповым устройством, снабженным стопорной собачкой 13 и храповым колесом 14, закрепленным на валу 10. Подъем натяжного ролика 12 с цепью 16 добиваются вращением зубчатого вала 10, расположенного в стойке 11 с реечным зацеплением. Боковые цепи натягивают перемещением передней стойки 26, на которой закреплены звездочки боковых цепей 25. Величину зазора между верхней и нижней штампующими цепями регулируют вращением зубчатых пар 6, соединенных с эксцентриками, которые прижимают полозки к внутренним поверхностям цепей. Сближение пуансонов регулируют вращением маховичка 5.
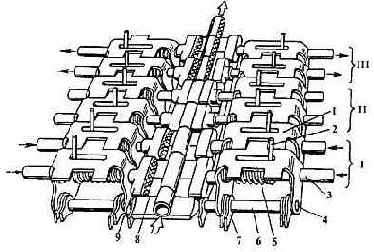
Рис. 3.15. Верхняя штампующая цепь машины.
Калиброванный карамельный жгут непрерывно поступает из жгутовытягивающей машины в зазор между верхней и нижней цепями. При их сближении режущие ножи верхней и нижней цепей делят жгут на заготовки, затем их начинают сжимать сближающиеся пуансоны верхней цепи. Внутренние поверхности площадок цепей и рифленые фигурные поверхности пуансонов сжимают заготовку со всех сторон, в результате чего она приобретает форму и рисунок готового изделия. После этого цепи и пуансоны расходятся и изделия направляются на узкий охлаждающий транспортер. Процесс формования происходит непрерывно. Отформованный жгут выходит в виде цепочки готовых изделий, соединенных перемычками.
Штампующие цепи различают по форме пуансонов (штампиков): удлиненно-овальная, «шарик» или «кирпичик», а также по размерам формуемой карамели, что зависит от величины шага цепи (20, 30 или 38 мм).
Верхняя штампующая цепь машины показана на рис. 3.15. Она собрана из П-образных звеньев 1 и щечек 7, соединенных между собой осями 4.
На звеньях смонтированы пуансоны 9, которые могут перемещаться. Пуансоны сближаются при помощи хвостовиков 3, которые упираются во время штампования в боковые цепи. Возвращение их в исходное положение осуществляется шпильками 2, которые входят в контакт с направляющими, а также пружинами 5, установленными на хвостовиках 3. Мостики 8 снабжены режущими кромками, а на оси надеты вращающиеся ролики 6. На участке I происходит приближение пуансонов 9 к карамельному жгуту, на участке II — нанесение на изделия рисунка, на участке III — разведение пуансонов 9.
Нижняя цепь машины только режет и состоит из мостиков 8, соединенных между собой щечками.
Недостаток описанных карамелеформующих машин — быстрая изнашиваемость рабочих органов цепей.
Ротационная карамелеформующая машина А2-Ш Ф К. Предназначена для формования леденцовой карамели и карамели с начинкой различных формы и размеров. Рабочий орган ротационной машины — ротор, снабженный откидными ножами и штампиками (при производстве штампованной карамели).
Машина (рис. 3.16,а) состоит из следующих основных узлов: станины с приводом, ротора, крышки с копирами, приемного стола, подающих роликов, лотка и пульта управления.
Литая станина 2 машины состоит из двух частей. В нижней части машины находится привод, который работает от электродвигателя 17 и цепного вариатора с редуктором 1, в верхней — привод ротора 13. На станине также размещены устройства для смазки ротора и его блокировки.
На крышке 9 размещены копиры для открывания пуансонов и закрывания ножей ротора. Пуансоны закрываются с помощью боковых копиров, которые расположены с обеих сторон крышки.
Шкив 4, вращающий промежуточный вал 3, приводится в движение от выходного вала вариатора через клиноременную передачу. От промежуточного вала через зубчатую пару 5, главный вал 6 с маховиком 15 и шестерню 7 вращение передается зубчатому венцу 8, к которому крепится ротор 13.
В комплект машины входят три съемных ротора, предназначенные для штамповки и резки карамели разных размеров (18, 30 и 36 мм).
Каждый из роторов крепится на оси 14 в углублении верхней части станины и зажимается крышкой. Частота вращения ротора изменяется с помощью цепного вариатора.
Ротор представляет собой зубчатый диск с ячейками. В каждой ячейке с двух сторон установлены штампики 12 (один против другого), а также откидные ножи 10. Внутренние поверхности штампиков, ячеек ротора и откидных ножей образуют формующую камеру 11, в которой находится карамельный жгут. Количество формующих камер по периметру ротора определяется размерами изделий.
Ротор для формования карамели без рисунка выполнен аналогично ротору для штамповки и отличается от него только тем, что у него отсутствуют штампы. Отформованная карамель отводится ленточным транспортером, приводимым в движение от барабана 16.
Принципиальная схема получения штампованной карамели на ротационной формующей машине показана на рис. 3.16,6.
Карамельный жгут, пройдя направляющие ролики 1, поступает 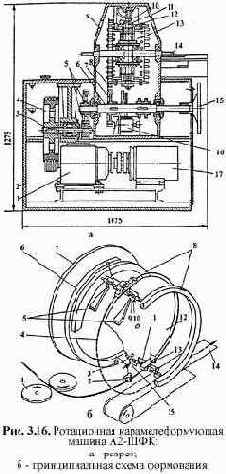
Работой ножей ротора управляют четыре копира: два из них закрывают ножи, а два других открывают их. Копиры установлены на пружинных амортизаторах, что смягчает удары во время формования.
Для смазки ротора подсолнечным маслом внутри машины имеется поршневой насос, рукоятка которого выведена на фронтальную часть станины рядом со штурвалом для ручного привода.
Машина снабжена блокировочным устройством, с помощью которого отключается электродвигатель привода машины в случае, если два жгута одновременно накладываются на венец ротора.
Конечный выключатель служит для остановки машины при поднятой крышке ротора. Ротационная машина снабжена съемным устройством для ротора.
Достоинство ротационных карамелеформующих машин — постоянство длины (шага) карамели, определяемой жесткой конструкцией ротора. Однако по сравнению с цепными ротационные машины более сложны в эксплуатации.
