Металлизация
Металлизация - это один из распространенных способов получения металлических покрытий поверхностей нанесением на эти поверхности расплавленного металла. Сущность метода заключается в том, что металл, расплавленный дугой (при электрометаллизации) или ацетиленокислородным пламенем и распыленный сжатым воздухом (давлением 0,6 МПа) покрывает поверхность восстанавливаемой детали.
Процесс дуговой металлизации осуществляется металлизатором. Аппарат (см. рис 19) действует
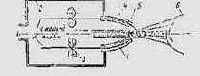
Рис.19
следующим образом: с помощью протяжных роликов по направляющим наконечникам непрерывно подаются две проволоки (1), к которым подведен электрический ток. Дуга, возникающая между проволоками, расплавляет металл. Одновременно по воздушному соплу 5 в зону дуги подается сжатый воздух (давление 0,6 МПа). Скорость движения частиц металла в струе достигает 120 - 300 м/с. Высокая скорость и малое время движения частиц, не превышающее сотых долей секунды, обусловливает пластическое деформирование частиц в момент удара их о твердую поверхность детали 6 и заполнение частицами неровностей и пор, сцепление частиц между собой и поверхностью. Таким образом, формируется сплошное покрытие толщиной от нескольких микрон до 10 мм (обычно для тугоплавких металлов толщина слоя от 1 до 1,5 мм, а для легкоплавких - от 2,5 до 3 мм).
В зависимости от источника расплавления металла металлизацию разделяют на:
1 - газопламенную; 2 - дуговую; 3 - высокочастотную; 4 - плазменную.
Наибольшее распространение на практике нашла дуговая металлизация.
В зависимости от цели восстановления и условий эксплуатации деталей для металлизации применяют проволоки различных марок (табл.1).
Таблица 1. - Марки проволок для дуговой металлизации
| Операции | Материал проволоки |
| Восстановление поверхностей под неподвижные посадки | Стали: 08, 10, 15, 20 |
| Получение износостойких покрытий | Стали: 45, У7, У8, У10. Проволоки марок Нп-40, Нп-ЗОХГСА, Нп-ЗОХ13 |
| Металлизация деталей, работающих при высоких температурах | Хромоникелевые стали |
| Восстановление подшипников скольжения | Антифрикционные сплавы: 50 %А1+50 % Al |
| Заделка трещин, раковин и нанесение антикоррозионных покрытий на чугунные детали | Цинк марок Ц1, Ц2 |
| Заделка трещин в деталях из алюминиевых сплавов | Сплавы: АД, АМц, АМг |
Применяя разнородные материалы проволок можно получить композиционные покрытия. При нанесении слоя покрытия на деталь температура нагрева последней достигает 50 -70 °С, что позволяет наносить металлические покрытия на любые материалы (металлы, пластмассу, дерево, резину).
Недостатками процесса металлизации являются: 1. Металлизированный слой не повышает прочности детали. Поэтому металлизация не годится для восстановления деталей с ослабленным сечением. 2. Сцепляемость покрытия с деталью невысока. Поэтому не следует восстанавливать детали, работающие в условиях: а) сухого трения; б) динамических нагрузок.
