Электромеханическая обработка
Электромеханическая обработка (ЭМО) основана на сочетании термического и силового воздействия на поверхностный слой обрабатываемой детали. Сущность этого способа заключается в том, что в процессе обработки через место контакта инструмента с изделием проходит ток большой силы и низкого напряжения, вследствие чего выступающие гребешки подвергаются сильному нагреву, под давлением инструмента деформируются и сглаживаются, а поверхностный слой металла упрочняется.
Принципиальная схема ЭМО на токарном станке показана на рис. 20. От сети напряжением 220 - 380 В ток проходит через понижающий трансформатор, а затем - через место контакта детали с инструментом. Сила тока и вторичное напряжение регулируется в зависимости от площади контакта, исходной шероховатости поверхности и требований к качеству поверхностного слоя
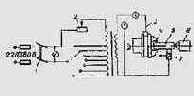
Рис.20
На рис.20: 1 - рубильник; 2 - реостат; 3 - вторичная обмотка; 4 - патрон; 5 - деталь; 6 -задняя бабка, 7 - инструмент.
Процесс ЭМО имеет разновидности: электромеханическое сглаживание (ЭМС), электромеханическую высадку металла (ЭМВ). Высадка является основной операцией электромеханического восстановления деталей, а поэтому часто под ЭМВ подразумевается сам способ восстановления.
С точки зрения металловедения, процессы ЭМО можно отнести к особому типу поверхностной термомеханической обработки (ТМО). При этом наблюдается получение особой мелкодисперсной и твердой структуры лишь в поверхностном слое, обладающем высокими физико-механическими и эксплуатационными свойствами
Процесс восстановления деталей методом ЭМО основан на перераспределении материала восстанавливаемой детали. При этом различают два способа восстановления: без добавочного материала и путем закатывания добавочного металла.
При осуществлении восстановления посадочных поверхностей нормально изношенных деталей без добавочного металла (рис. 21) технологический процесс состоит из двух операций: высадки металла и сглаживания посадочной поверхности
до определенного размера.
В первом случае обработка проводится пластиной 2 из твердого сплава, ширина поверхности контакта которой численно меньше подачи примерно в три раза, а во втором случае - твердосплавной пластиной 3, ширина контакта которой значительно превышает подачу.
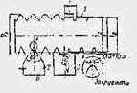
Рис. 21
При восстановлении деталей с введением дополнительного металла (рис.22) производится глубокая высадка изношенной поверхности детали 1 пластиной 2, затем для лучшего направления проволоки (добавочного металла) производится некоторое сминание вершин выступов, после чего в канавку вставляется конец проволоки 3 и производится электромеханическое сглаживание пластиной 4 при малой окружной скорости. При этом вводимая проволока имеет принудительное направление.
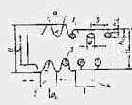
Рис. 22
